对刀仪需要每日检查润滑系统是否正常;主轴务必清洁干净,并涂抹干净防锈油;测试棒务必擦拭干净,并涂抹干净防锈油;使用后请保持或增加干净的防锈油,并及时清除杂物、灰尘、铁屑等;每日清洁对刀仪外罩;请务必用清洁防锈油,切记不可使用汽油 ,丙酮类溶剂;不用时请用防护罩包裹。
日本美德龙metrol对刀仪(测头)在实际测量过程中,当刀具磨损或者破损(折断)时,操作者很难及时发现并纠正(尤其是直径较小的钻头类刀具)。使用日本美德龙metrol对刀仪可以在刀具加工完毕后放回刀库前,自动对刀具长度进行一次测量,若发生正常磨损时可以自动将磨损数值更新到刀损参数中。这样,提高了产品质量并降低刀具损耗或废品率。对刀仪刀具磨损、破损的自动监控。
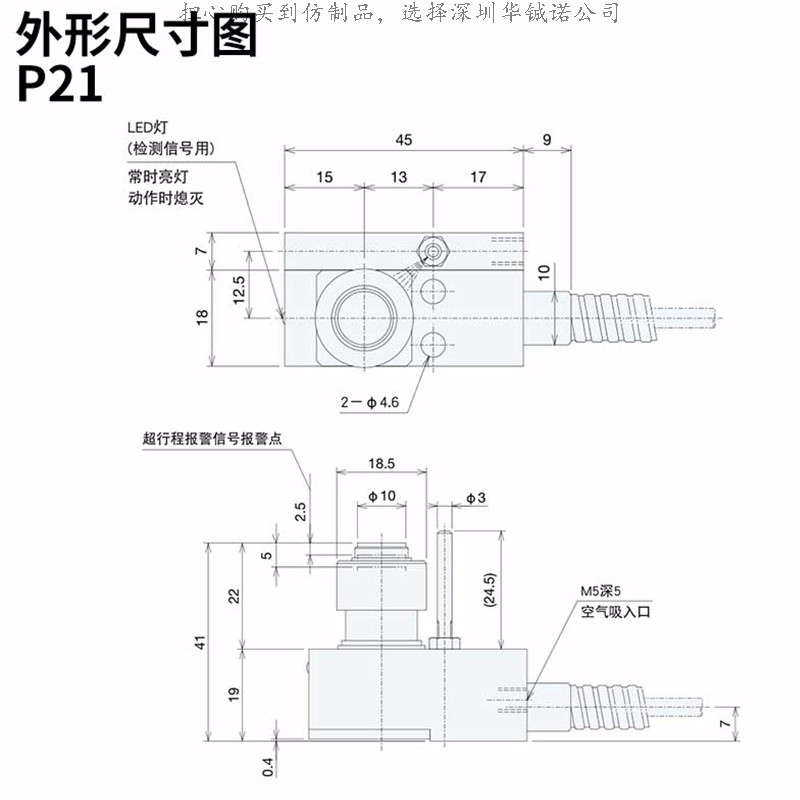
对刀仪对于三坐标数控铣床或三坐标加工中心,相对数控车床或车铣加工中心复杂很多,根据数控程序的要求,不仅需要确定坐标系的原点位置(x0,y0,z0),要同加工坐标系g54、g55、g56、g57等的确定有关,有时也取决于操作者的习惯。对刀点可以设在被加工零件上,也可以设在夹具上,必须与零件的定位基准有一定的坐标关系,z方向可以简单的通过确定一个容易检测的平面确定,而x、y方向确定需要根据具体零件选择与定位基准有关的平面、圆。
日本美德龙metrol电缆式对刀仪,由于不需要对刀信号的转换部件而有佳的单件性价比,在工作中为常见,其缺点是有电缆线的拖曳,限制了该对刀仪的应用场合,大多适用于中小规格的三轴铣床加工中心。
对刀仪的对刀点精度既取决于数控设备的精度,也取决于零件加工的要求,人工检查对刀精度以提高零件数控加工的质量。尤其在批生产中要考虑到对刀点的重复精度,该精度可用对刀点相对机床原点的坐标值来进行校核。
日本美德龙metrol对刀仪安装在机床进行内部,工厂生产加工时,随着周围环境温度的变化及工作负荷变化,机床的热变形随时在发生进而带动刀具发生变化,其结果就是车间内同一台机床在早中晚不段加工出产品的尺寸精度发生很大的波动。使用机内对刀仪后,可以在加工前或者加工过程中随时对刀具参数进行自动测量和更新,每次测量都是在当前机床热变形的状态下进行的刀具设置,从而极大的降低了由于机床热变形引入的误差。日本美德龙metrol对刀仪能对机床热变形的自动补偿,极大提高产品良品率。
对刀仪的刀位点是刀具上的一个基准点,刀位点相对运动的轨迹即加工路线,也称编程轨迹。在机床上容易找正,在加工中便于检查,编程时便于计算,对刀误差小。
日本美德龙metrol在特殊的加工中,如成型刀,使用机外对刀仪进行刀具轮廓的测量和刀具状态判断是费时而复杂的工作,对操作者的对刀技巧也有很高的要求。这时,若使用机内日本美德龙metrol对刀仪,可以随时进行刀具轮廓的扫描测量或监控,并根据需要进行相应参数的自动更新。日本美德龙metrol对刀仪刀具轮廓的测量和监控,极大减少设备使用率和故障率。
本公司本着“零”投诉、“零” 抱怨的质量方针,积力于。故障的发生属于以外的问题,是一个故障也应极力预防,但仅靠本公司的努力并不能做到这一点。请用户务必通过产品目录、使用说明书和网页等理解对象产品的功能和规格,确保正确使用
日本美德龙metrol对刀仪在转动时进行长度、直径的动态测量,测量参数包含了机床主轴的端向跳动径向跳动误差,从而得到了刀具在高速加工时的“动态”的偏置值;可以随时进行刀具参数的自动测量,从而极大消除了由于机床热变形引起的刀具参数的“改变”;测量结果自动更新到相应刀具的参数表中,完全避免人为对刀和参数输入带来的潜在风险。日本美德龙metrol对刀仪对刀具长度、直径的自动测量和数据更新修正。』